weighing scale factory
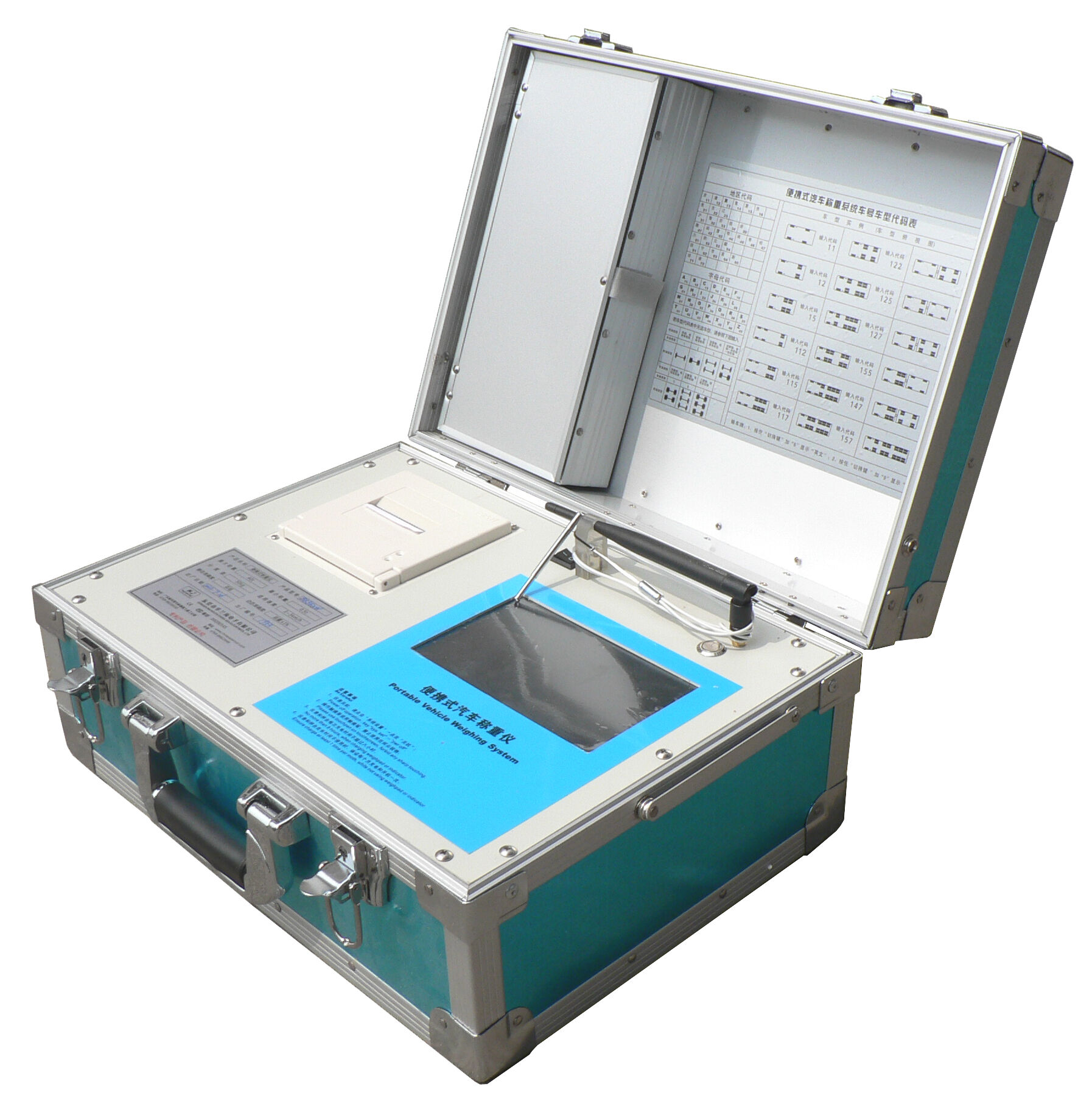
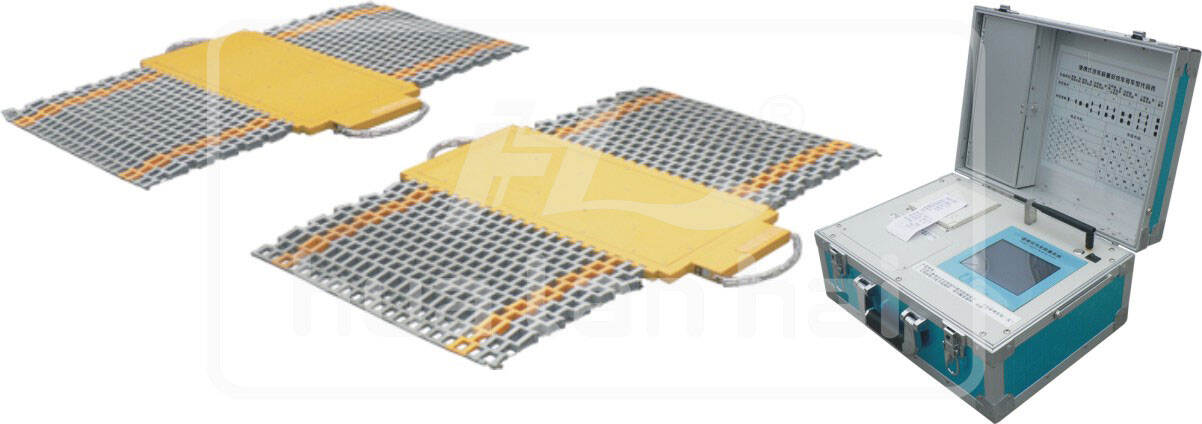
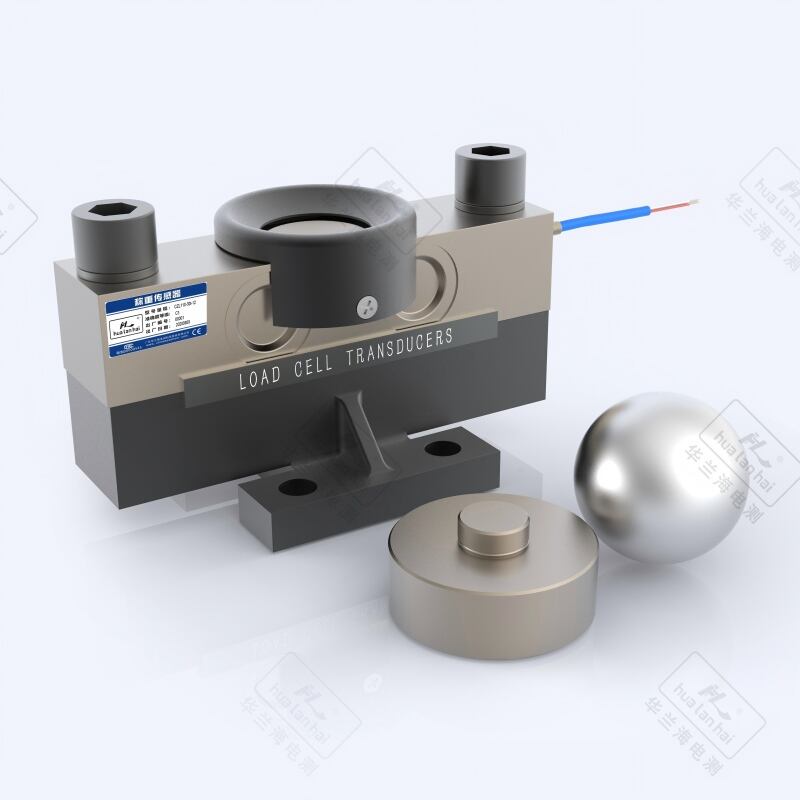
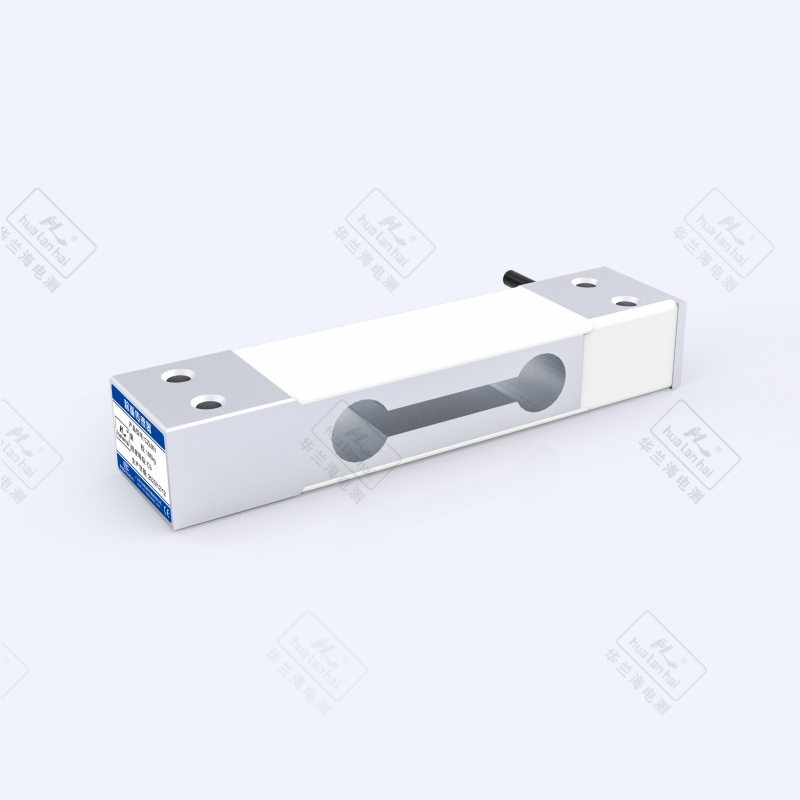
A weighing scale factory serves as the manufacturing hub for precision measurement instruments that play critical roles across numerous industries worldwide. These specialized facilities focus on designing, producing, and distributing various types of weighing equipment, from simple household scales to complex industrial weighing systems. The primary function of a weighing scale factory revolves around creating accurate, reliable, and durable measurement solutions that meet diverse customer requirements and regulatory standards. Modern weighing scale factory operations encompass comprehensive research and development departments, advanced manufacturing lines, quality control laboratories, and customer support services. The technological features of contemporary weighing scale factory environments include automated production systems, computer-controlled calibration equipment, precision testing chambers, and integrated quality management systems. These facilities employ cutting-edge load cell technology, digital signal processing, wireless connectivity options, and smart sensor integration to produce next-generation weighing solutions. Applications for weighing scale factory products span multiple sectors including healthcare, retail, industrial manufacturing, logistics, agriculture, and scientific research. Healthcare facilities rely on medical scales for patient monitoring, while retail establishments depend on commercial scales for transaction accuracy. Industrial applications include process control weighing, inventory management systems, and shipping verification scales. Agricultural operations utilize platform scales for crop weighing and livestock monitoring. Scientific laboratories require analytical balances for precise measurements in research and quality assurance procedures. The weighing scale factory environment incorporates stringent quality control measures, environmental testing protocols, and compliance verification processes to ensure product reliability and accuracy. These manufacturing facilities maintain certification standards such as ISO 9001, OIML regulations, and NTEP approvals to guarantee product quality and market acceptance across different regions and industries.